服务咨询电话:
400-123-4567
400-123-4567



项目背景
某新能源汽车龙头企业为提升产能,急需建设电池托盘智能化生产线。该项目要求实现年产10万套的生产能力,且产品质量必须达到行业领先水平。
核心需求
1.年产10万套生产能力
2.产品合格率≥99.5%
3.实现智能化生产管理
4.支持多型号混线生产
5.能耗降低20%以上
解决方案
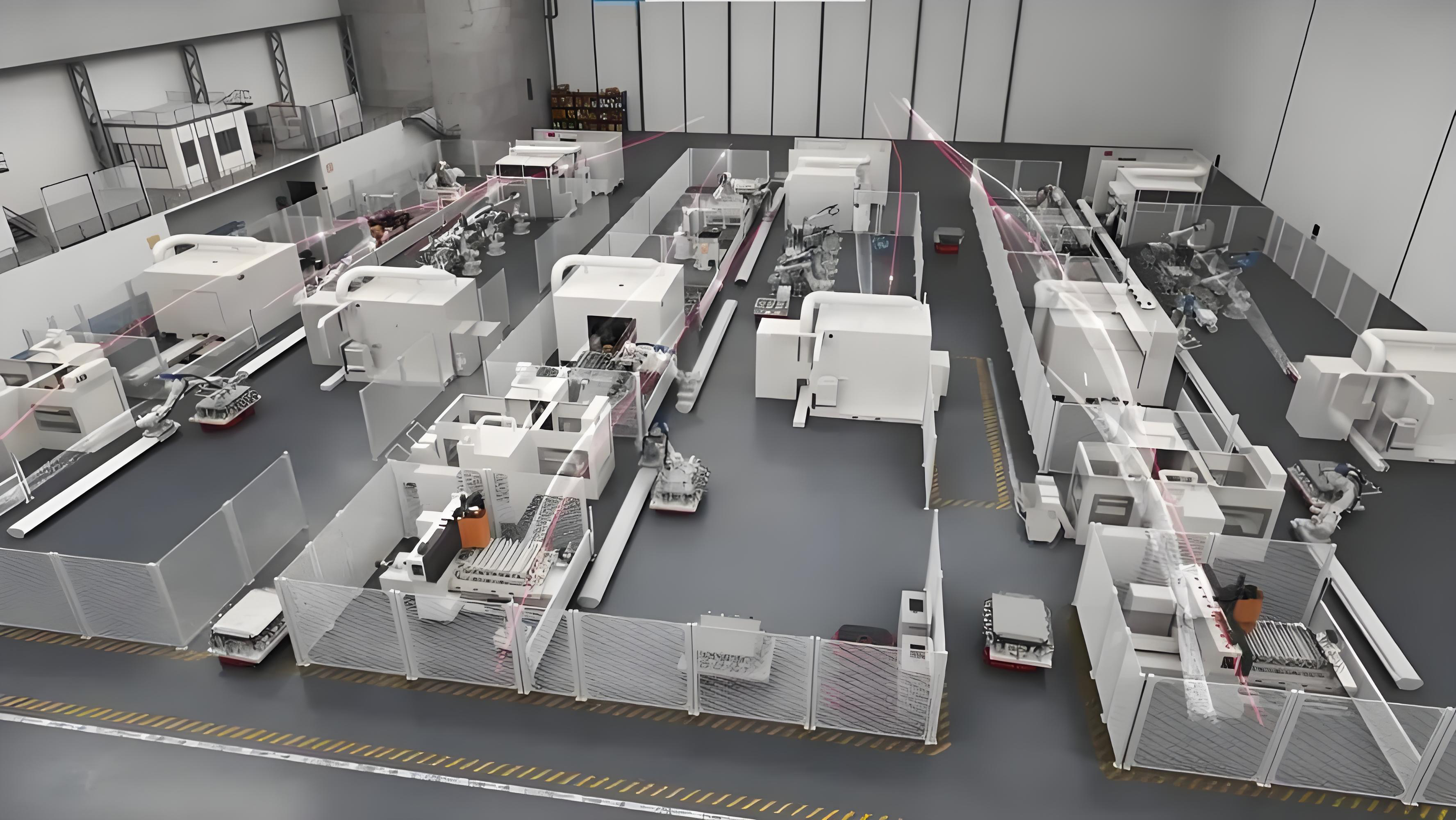
软星科技提供整线交钥匙工程:
1.产线规划:采用U型布局,优化物料流转
2.设备配置:8台五轴加工中心+4台龙门机床
3.自动化:配备6台工业机器人+AGV系统
4.信息化:部署MES系统+质量追溯系统
5.智能化:实施设备联网+大数据分析
技术创新
1.开发专用多工位夹具,换型时间≤3分钟
2.采用高压冷却技术,提高加工效率
3.实施刀具寿命管理系统,降低刀具成本
4.建立能效监控平台,实现节能生产
实施效果
1.产能:达到年产12万套,超预期20%
2.质量:产品合格率99.8%,超出目标要求
3.效率:人均产值提升3.5倍
4.成本:单件加工成本降低28%
5.能耗:单位产品能耗降低25%
客户反馈
"软星科技的智能产线不仅实现了产能目标,更重要的是建立了高质量、高效率的生产模式,为我们后续扩产提供了标准范式。"
——该项目总监李先生
行业影响
该项目成为新能源汽车零部件智能制造的标杆案例,已接待行业参观交流50余次,推动行业智能化升级。
张总 13901614567

服务热线